主题:【原创】菜刀为什么越磨越钝 -- 叁贴
干磨确实会使刀刃退火,不过请注意:是刃口,不是整把刀。
刃口处很薄,很少一点热量就可以使温度升得很高,当然手工磨能升到多少度我不知道,但肯定能使刃口尖处硬度下降。不信可以试试,一把好刀干磨后很快就不快了,带水磨锋利可以保持较长时间。
比较明显的就是用砂轮打刀子,一不小心就会把刃口处打红,冷却后变成深蓝色甚至黑色,这时刃口处已经软了,但较厚的地方就不容易过热,所以用砂轮磨刀时要磨在下图中的蓝色部分,红色部分要用手工加水磨。当然也有用于磨刃口的砂轮,那种砂轮粒度很细并且要加冷却剂。
手工干磨造成退火只是在刃口尖处一点点,只要用正确的方法把这一点点磨掉你的刀就又恢复青春。如果砂轮打造成退火较深这把刀也就不行了。
没听说过把硬钢包在外面的,只有象下面图那样夹在里面的,如果不需要磨的刀子也有全用硬钢的,比如说现在卖的龙泉宝剑就是完全用弹簧钢制成,这种刀磨起来就困难了。用渗碳工艺也有,比如说我见过介绍某些军用匕首就用渗碳工艺,但这种刀不能磨,而且开始磨起来也费劲,等到磨起来不费劲的时候这把刀也就完蛋了。民用刀只要是需要磨的没有用渗碳工艺的。
我呆过的机修组有几位铁匠,给同事们打过不少菜刀,他们不是用夹钢法就是打全钢菜刀,(需要磨薄时有砂轮机)没见过他们用渗碳工艺,当然也许是他们不会。
夹钢工艺我在小时候就见过(从小我就喜欢看手艺人干活),在机修组那几年还参加过,不过是当下手。
见下示意图,红色的是高碳钢(淬火后很硬但易断),蓝色的是低碳钢或熟铁(淬火后也很软)
1是两片熟铁夹一片高碳钢,高温(比一般打铁要高些才能把两种不同的钢熔接到一体)锻打后成2,用砂轮把刀口打磨成形后淬火,然后再用磨石加水开刃就成了3。4是3的刃口处放大,你如果自己有菜刀什么的,(当然要好的,那种骗人的铁皮刀不在内)仔细看可以发现A处光洁度要比B处高些,因为A处较硬,磨痕细。
你也可以自己动手做个实验(不算学分),找把好点的、较快的水果刀或铅笔刀去削任何一把刀的A和B处,你会发现A处削起来感觉光滑,削不动;B处削起来发涩,铅笔刀刀口角度放的好还能削下一点铁屑来。
如果B处甚至刀背也很硬就说明你这把刀是全钢的或用的渗碳工艺,这种刀是不叫你磨的,但菜刀一般不可能。
这个经验可以检验街头小贩卖的刀子质量,(我相信大商店卖的名牌刀质量是有保证的),只要水果刀削不动刃口,最起码这把刀不会太差。
剪刀有所不同,刀刃是一边钢(两刃相合的内面)一边铁,磨剪刀时一般只磨外面。
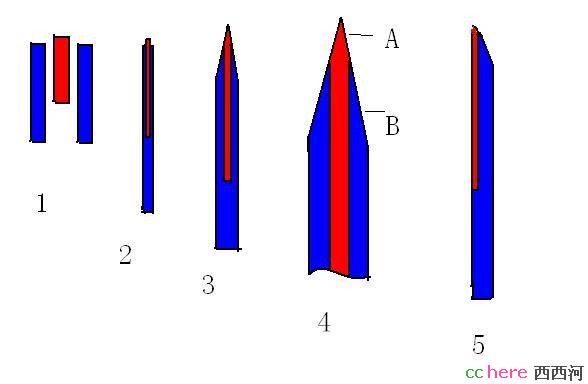
5就是我以前说过的锄头抹生工艺,蓝色还是铁,红色就是抹上去的生铁,使用时熟铁部分较容易磨去,就自然形成这个较快的形状。
- 相关回复 上下关系8
🙂好东西! 老拉米 字0 2006-09-02 01:04:19
🙂hehe,厉害 1 马哥 字143 2006-08-17 13:57:16
😄长知识,呵呵 1 红苹果 字0 2006-08-16 23:52:59
🙂写的很好,有点小问题:

🙂有点不同意见 纹石 字462 2010-07-31 17:06:29
🙂刃部热容量很低,磨时产生的温度会超出想象。 njyd 字298 2010-08-01 18:35:19
🙂锄头抹生工艺能再发次不 我找不到 phjhuan 字231 2010-07-26 18:49:30
🙂铁匠: 3 njyd 字1004 2010-07-26 22:17:45