主题:【原创】菜刀为什么越磨越钝 -- 叁贴
家园 现在就是喜欢自虐啊 又热又吵烟又大,如果用煤,还得忍受硫磺味。
每时每刻要小心锻压机——如果用的话;不用的话,我又不信这群白领能有抡一天大锤的体力。
不说上面,把那红彤彤的铁块一从炉子拿出来,就要提心吊胆。
至于能打出什么,我觉得能打出大杀器——钝到极点的刀子更有杀伤力,因为那是锤子。
家园 花。 家园 好东西! 家园 hehe,厉害 花一个白天在铁匠铺锻打,开锋,渗碳,淬火制得一把宝刀。晚上拎着刀子到隔壁陶吧上演人鬼情未了——还有什么比这更小资的!送花。
家园 长知识,呵呵 家园 写的很好,有点小问题: 用磨刀石加水磨菜刀,温度上不了100度。即使干磨,温度也不会上200度;人工磨不可能磨得太快,刀和石头的散热性都很好,热量很快散去。所以用磨刀石磨刀不应该存在退火软化问题。干磨确实会使刀刃退火,不过请注意:是刃口,不是整把刀。
刃口处很薄,很少一点热量就可以使温度升得很高,当然手工磨能升到多少度我不知道,但肯定能使刃口尖处硬度下降。不信可以试试,一把好刀干磨后很快就不快了,带水磨锋利可以保持较长时间。
比较明显的就是用砂轮打刀子,一不小心就会把刃口处打红,冷却后变成深蓝色甚至黑色,这时刃口处已经软了,但较厚的地方就不容易过热,所以用砂轮磨刀时要磨在下图中的蓝色部分,红色部分要用手工加水磨。当然也有用于磨刃口的砂轮,那种砂轮粒度很细并且要加冷却剂。
手工干磨造成退火只是在刃口尖处一点点,只要用正确的方法把这一点点磨掉你的刀就又恢复青春。如果砂轮打造成退火较深这把刀也就不行了。
中国古代流行的刀剑制作技术是在软钢或熟铁外面包一层硬钢锻打而成。没听说过把硬钢包在外面的,只有象下面图那样夹在里面的,如果不需要磨的刀子也有全用硬钢的,比如说现在卖的龙泉宝剑就是完全用弹簧钢制成,这种刀磨起来就困难了。用渗碳工艺也有,比如说我见过介绍某些军用匕首就用渗碳工艺,但这种刀不能磨,而且开始磨起来也费劲,等到磨起来不费劲的时候这把刀也就完蛋了。民用刀只要是需要磨的没有用渗碳工艺的。
我呆过的机修组有几位铁匠,给同事们打过不少菜刀,他们不是用夹钢法就是打全钢菜刀,(需要磨薄时有砂轮机)没见过他们用渗碳工艺,当然也许是他们不会。
夹钢工艺我在小时候就见过(从小我就喜欢看手艺人干活),在机修组那几年还参加过,不过是当下手。
见下示意图,红色的是高碳钢(淬火后很硬但易断),蓝色的是低碳钢或熟铁(淬火后也很软)
1是两片熟铁夹一片高碳钢,高温(比一般打铁要高些才能把两种不同的钢熔接到一体)锻打后成2,用砂轮把刀口打磨成形后淬火,然后再用磨石加水开刃就成了3。4是3的刃口处放大,你如果自己有菜刀什么的,(当然要好的,那种骗人的铁皮刀不在内)仔细看可以发现A处光洁度要比B处高些,因为A处较硬,磨痕细。
你也可以自己动手做个实验(不算学分),找把好点的、较快的水果刀或铅笔刀去削任何一把刀的A和B处,你会发现A处削起来感觉光滑,削不动;B处削起来发涩,铅笔刀刀口角度放的好还能削下一点铁屑来。
如果B处甚至刀背也很硬就说明你这把刀是全钢的或用的渗碳工艺,这种刀是不叫你磨的,但菜刀一般不可能。
这个经验可以检验街头小贩卖的刀子质量,(我相信大商店卖的名牌刀质量是有保证的),只要水果刀削不动刃口,最起码这把刀不会太差。
剪刀有所不同,刀刃是一边钢(两刃相合的内面)一边铁,磨剪刀时一般只磨外面。
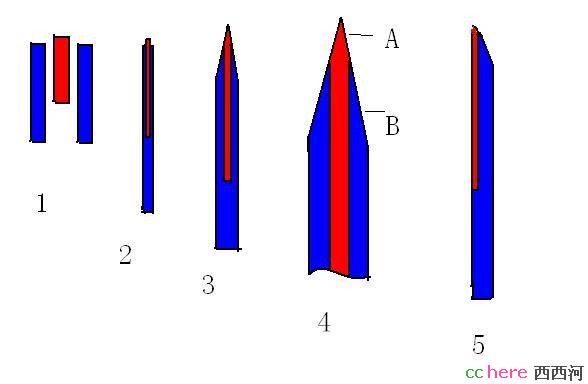
5就是我以前说过的锄头抹生工艺,蓝色还是铁,红色就是抹上去的生铁,使用时熟铁部分较容易磨去,就自然形成这个较快的形状。
元宝推荐:闲看蚂蚁上树,铁手,家园 有点不同意见 干磨确实会使刀刃退火,不过请注意:是刃口,不是整把刀。这个不太可能,即便是去应力退火,一般也要达到500—650°(完全退火和球化退火的温度值更高)。手工磨制即便在刃部也不太可能达到这个温度吧?一把好刀干磨后很快就不快了,带水磨锋利可以保持较长时间。刃磨通常都有粗磨、细磨甚至精磨的过程,这个应该是通过提高表面粗糙度来保证刃部形状,从而保证刃部性能的。刀锋在显微镜下应该是锯齿状的,粗磨的锯齿高低差要大于细磨(水磨)的,也就更容易损坏。家园 锄头抹生工艺能再发次不 我找不到 各国民间很多特殊的工艺,做法和工业上的大不一样,也难找资料。
这个锄头,是不是就是那个越用越快的锄头,专业的说法叫自锐性。
我见过一些老的农具,估计是土法做的,用了也很久,表面很亮,那个表面我一看就觉得和工业用钢不一样,光泽什么的。
家园 铁匠: 在那三年只见来过一次铁匠,因为要人背所带的工具都很轻便,铁砧子只有方面包那么大,徒弟用的铁锤也很小,也没什么材料,所以不能新打只能修理旧农具。我找到全大队唯一的一根螺纹钢筋想叫他打一把大刀他说打不了。不用风箱用轻便的皮囊鼓风,皮囊是从颈部开口剥下的小牛皮。
修理旧农具就需要把两块铁连接在一起,铁匠把铁烧得发白,接口处撒点沙子赶紧锻打就能粘好。锄头、铁铲打好后还要“抹生”,本身是熟铁打成,也是烧的发白,然后夹起一小块生铁(碎锅片)往上抹。生铁熔点比熟铁低会熔在熟铁表面,这样就形成软硬不同的两面,越用越快。生铁很脆,打小刀用这种方法就容易崩口。打小刀是用夹钢法,两片熟铁中间夹一片钢,打出来又好磨又快。
补充:在牧区用的铁锹形状有点象鲁智深用的兵器大的那头,有自锐性,估计也经过抹生工艺。现在工厂做的那种薄薄的铁锹(盾形的),没有自锐性,因很薄问题不大。但当年有位同学带了一把这样的铁锹就有自锐性,用过后刃口也形成个坡面。工厂化生产不大可能用这种抹生工艺,估计是热处理时只在正面喷水雾,只要两面硬度稍有不同就行。
在牧区时见到的是撒点沙子来增强粘结性,印象中在其他地方看到的是撒硼砂。
家园 全硬钢或渗碳处理过的刀具怎么保持锋利呵? “这种刀是不叫你磨的”,是说用磨刀石根本奈何不了这种硬度,一定要用专用工具吗?
您图示的夹钢工艺,硬钢怎么看也有个把厘米“高”才可操作。楼主帖里说菜刀磨掉几毫米就不好用了。这有点对不上。难道民用刀具是用渗碳以外的处理方法,仅保证刀锋几毫米宽的硬度?
家园 我这里的一家刀具店,也提供磨刀服务 就是一个直径一米多的大砂轮电机驱动后拿刀往上面小心地蹭,虽然转速不是很快,也经常会火星四溅。经过这番讨论我想起来一个细节是,上方的确有条水管持续地注水降温的。
家园 为什么菜刀一般不可能是全钢的?很贵吗? 仅仅一把菜刀,即使全钢质地,能贵到大家买不起???
家园 不是太贵,是太硬,不好磨。 菜刀是要经常磨的,全钢的刀子里外都硬,磨起来很费工夫,还有一些较细的刀子全钢的韧性不够,容易断。
外面包铁的因为铁经过热处理也不会变硬,好磨。较细的刀子外包就要用低碳钢,淬火后硬度和韧性都适中。
一些不大需要磨的刀子,比如说军用匕首、刺刀、水果刀等也有用全钢的。